厂家大量现货【直缝管】-无缝钢管 适用场景一站式供应厂家_视频
更新时间:2025-05-28 03:28:45
Tags: 直缝管



别再纠结于文字描述了,观看视频,让直缝管产品为你展现真实魅力!
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |

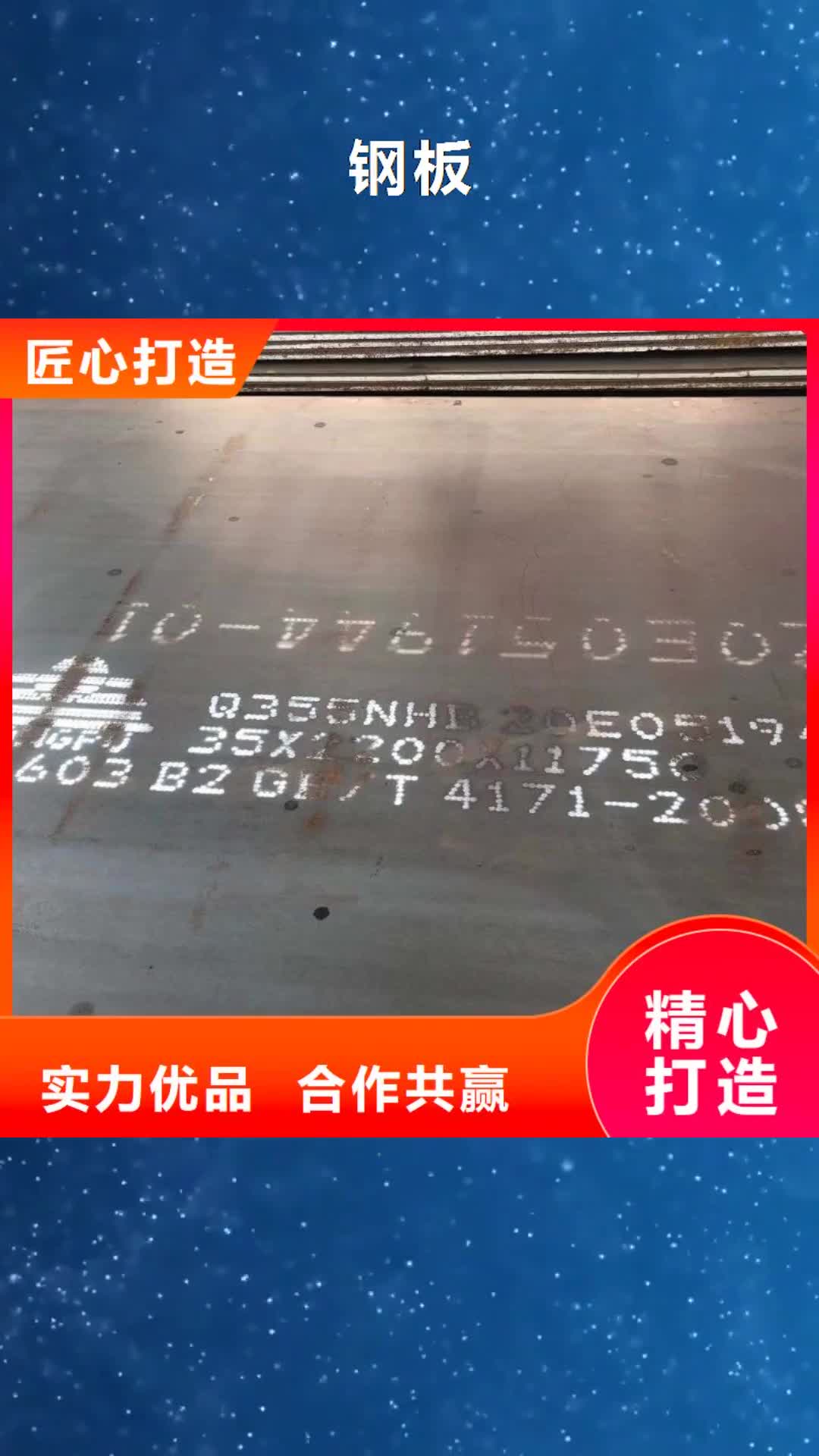
直缝管,作为本地的直缝管制造企业,【沧州钢兴钢管
有限公司(滁州分公司)czgx1881-31】深知品质与信誉的重要性,品质,规格齐全,价格优惠,现货直供交货及时,赢得广大新老客户的信任,欢迎来电详询,联系人:刘学成,地址:风化店乡后枣园工业区。

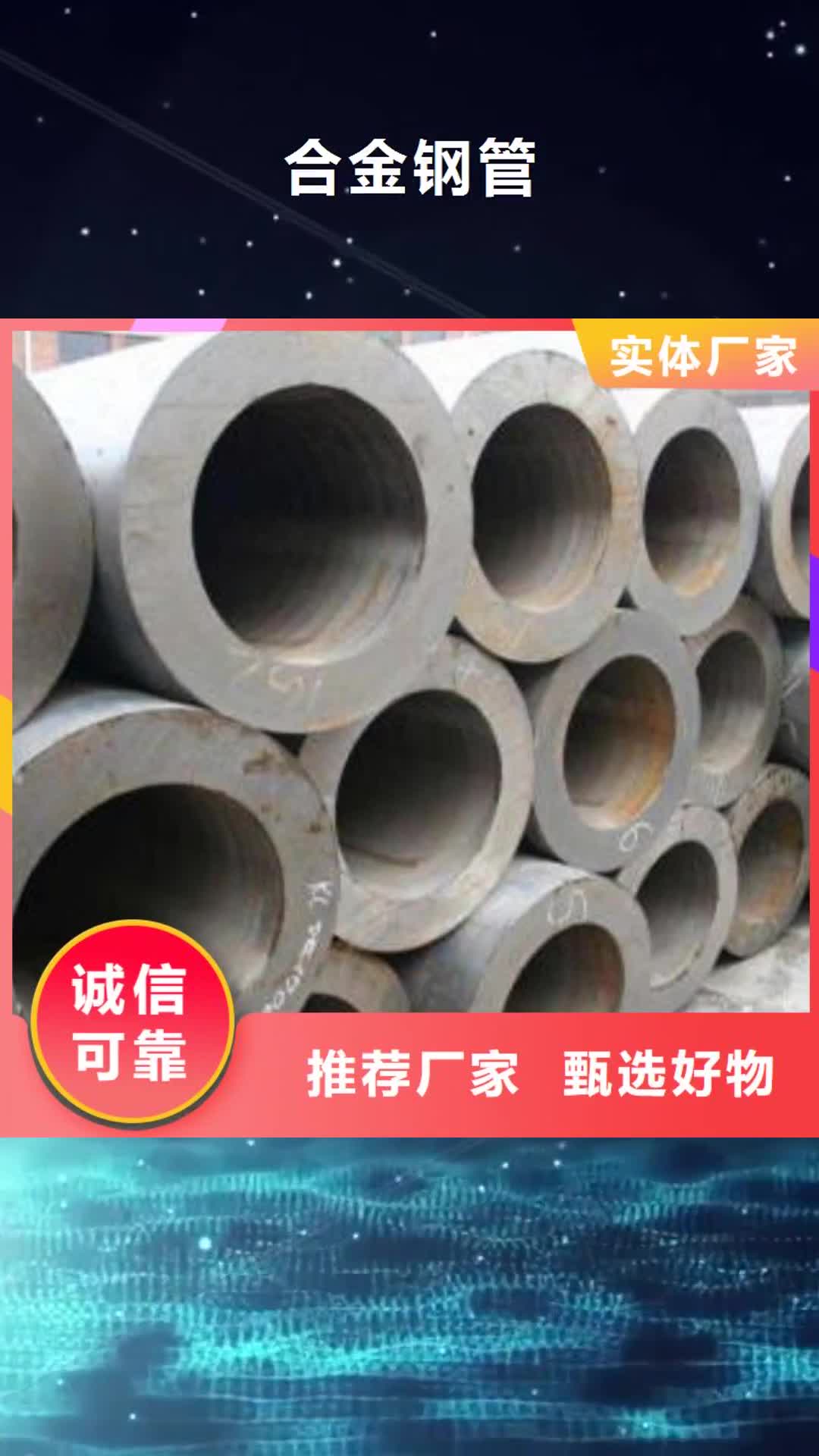
连续扭转成型工艺采用芯棒扭转成型,是用卷制法将平整的钢板通过一个纵向夹钳夹住及三辊卷板,加工成较长节段的圆管筒。卷板成型机由三辊组成,上辊为成型辊,固定着纵向夹钳,为主动辊,其直径大小需按生产规格而变换。下辊为两个从动辊,其直径一定,位置固定,不随生产钢管规格而变动,起着限位、固定、支撑等作用。连续扭转生产线由于本身具有更换规格快而简单,品种灵活,产品规格范围大,可生产规格范围内的任意直径尺寸的钢管等特点。但在生产不同直径和壁厚尺寸组合的钢管时,需要很多成型芯辊,造价较大,并且小直径、大长度的焊管成型精度较差,防偏装置接触处的质量得不到有效的控制。

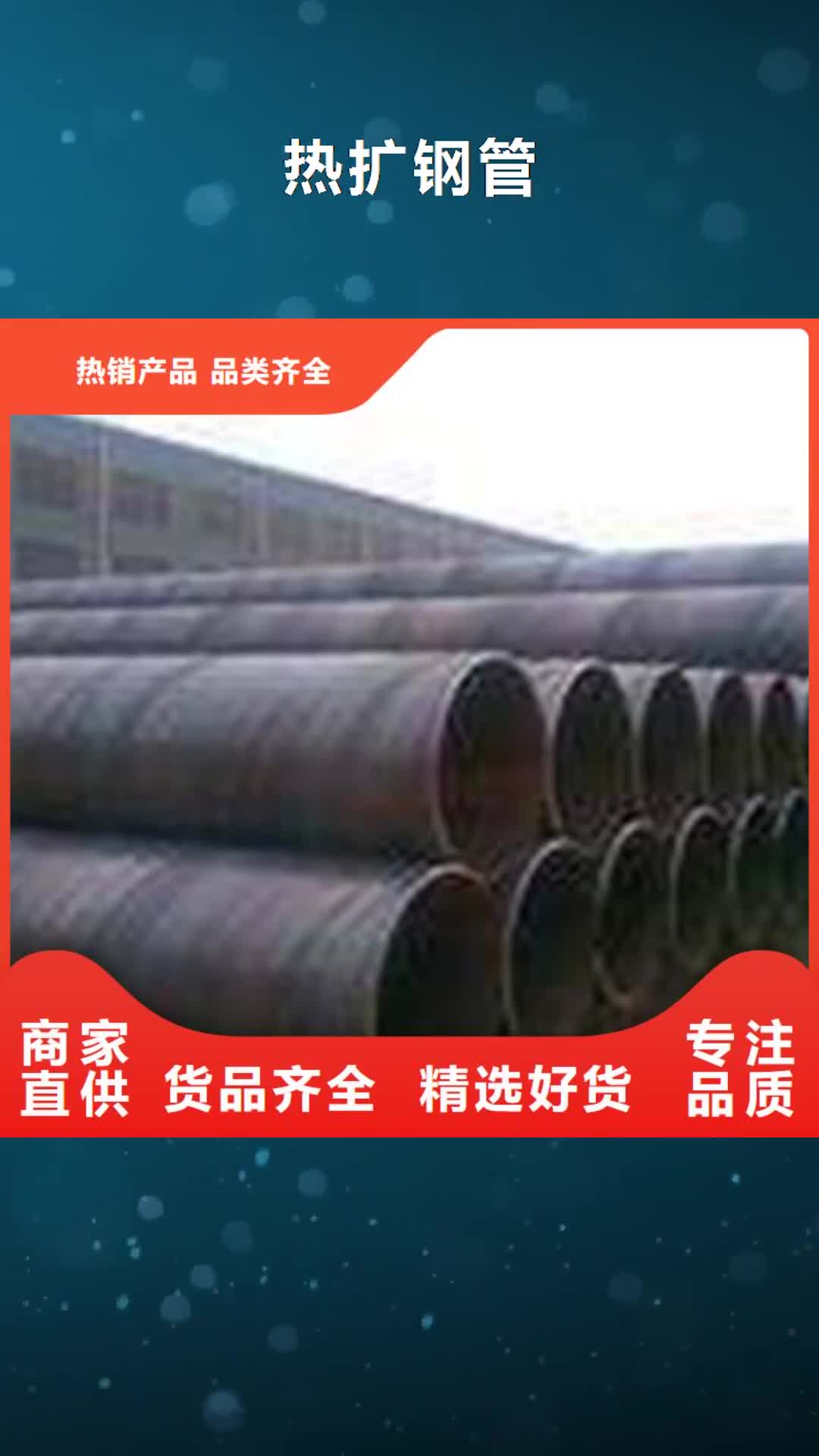
UOE法是生产大直径直缝焊管的主要方法。是以热轧厚钢板为原料,经过刨边、开坡口和预弯边等预处理工序后,依次进入U成型压力机和0成型压力机压制成管筒,经焊接后,对焊接管坯进行扩径的一种工艺。至今世界上已有这种成型焊管机组40多套。UOE制管法的O成型压力机吨位由20世纪50年代的18000t(180MN)发展到现在的60000t(600 MN)。随着压力机吨位的提高,UOE焊管也向大直径、大壁厚和高强度方向发展。我国有数家企业已建成UOE生产线,研制出具有国际先进水平的大直径高钢级的管线用钢管,满足国内管线建设的需要。但是UOE成型设备造价大,设备较多,维护量大。且在圆周方向用1%以下的压缩量制管时,边缘部分容易残留有直线段,得不到良好的管形。

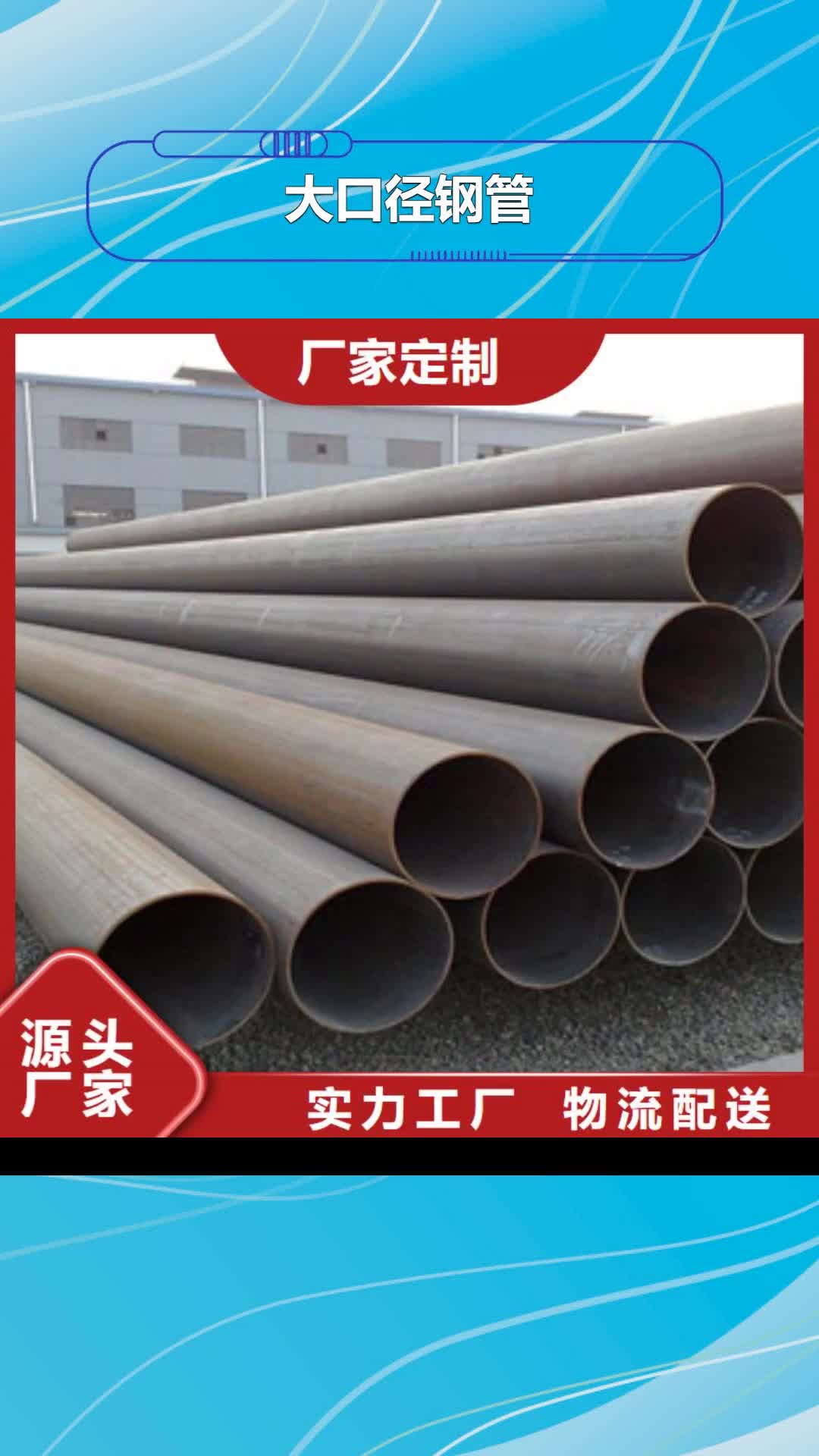
直缝高频电阻焊管(ElectricResistanceWelding,简称为ERW)与无缝钢管 的区别在于ERW有条焊缝,这也是ERW钢管质量的关键所在。现代化的ERW钢管生产工艺和设备,由于国际上,尤其是美国等多年的不懈努力,使得ERW钢管的无缝化已经有了比较满意的解决。有人把ERW钢管的无缝化分为几何无缝化和物理无缝化。几何无缝化就是ERW钢管的内外焊缝毛刺。由于内毛刺系统的结构和刀具的不断改进和完善,大中口径的钢管内毛刺的已有了较好的处理。内毛刺可控制在-0.2mm~+0.5mm左右。物理无缝化是指焊缝内部的金相组织与母材之间存在差别而导致焊缝区域机械性能下降,需要采取措施使其均化、一致化。ERW钢管的高频焊接热过程,造成了管坯边缘附近温度分布梯度,并形成了熔化区、半熔化区、过热组织、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接温度在1100℃以上,奥氏体晶粒急速长大,在冷却条件下会形成硬而脆的粗晶相,此外温度梯度的存在会产生焊接应力。




大家都爱看